
waterjetsop
Table of Contents
WAZER Desktop Waterjet Cutter Safe Operating Procedures
Last Updated: 9/19/23 Yanis
This SOP is compiled from the following sources. For more information reference these sources.
Training Checklist
- Safety Considerations
- Materials
- Allowed Materials
- Prohibited Materials
- Mounting Materials in the Bed: Polypropylene Plastic Corrugated Bed
- Cutting
- Troubleshooting
- General Material Recipes For Aluminum
- Thickness, cutting settings
- Maintenance
Location
The Wazer Waterjet is located on the second floor in the Innovation Workshop, found across from the lathe.
Overview
- This training provides an introduction to using and operating the waterjet cutters including:
- File Types
- DXF
- SVG
- Software
- Job Control
- WAM Software
- Safety
- General hazard
- Material composition
- Waterjet Use
- Maintenance
- Adding more abrasive
- Throwing away used abrasive
- Collecting used abrasive
Safety Considerations
- Always wear safety glasses when using the machine.
- Always work with the machine cover closed.
- NEVER leave the waterjet alone when running a job.
- The machine door must be left open while you are away.
- Ensure that the abrasive tanks are full.
- Remove leftovers of used abrasive in the used abrasive bucket before running a new job.
- Confirm that there are no leaks when running a job.
Material
Always check materials list BEFORE attempting to cut/engrave a material. If unsure contact IW Staff.
Allowed Materials
- Thin sheets of metal
- Glass and ceramics (will produce larger kerfs)
- Plastic (poor finish and will clog filters)
- Rubber (poor finish and will clog filters)
- Composites (will delaminate)
Cutting with the Wazer Waterjet
- Open WAM. This is where you will create the toolpath for your job.
- Upload your DXF or SVG file onto the software.
- Scale and position your parts. Importing the file may result in a change in dimensions, so double check the measurements are still the same.
- The grid in the software matches the plastic cut bed in the Wazer. Move your part(s) so that they will fit within your material.
- Select the material you are working with and select the corresponding thickness. If you do not see the material you are cutting, contact a wizard.
- Select the cutting path offset. This will allow you to control how the kerf will affect your cut (don't change the default unless you know how to adjust it).
- Select your tabs and leads. This will prevent vibration/pop-ups, which will jam the waterjet and ruin the cut, and also improve accuracy.
- Usually 2-4 tabs is enough for most materials and thicknesses.
- Tab thickness should be proportional to material thickness, a good rule of thumb is for your tab thickness to be 30-50% of your material thickness. For very thin materials, we recommend a minimum tab thickness of 0.05“
- Select the cut quality. This will determine time for each job and the amount of abrasive used.
- Fine usually gives the best results
- Check water bed level. Make sure the water level is nearly up to the top of the bed (within 2 mm or so). If there is not enough water, add some more with the rubber hose connected to the DI water. Insufficient water levels will not allow the waterjet to turn on.

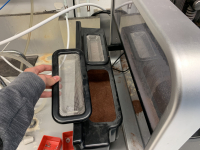
- Check Abrasives.
- Fill up the abrasive tanks to the top of the sieve (drawer on the left side of the waterjet).
- The bucket of abrasive is under the sink. The backup bucket(s) are on the right of the F270.
- Empty the used abrasive tanks into the trash (under the cover closest to the front inside the wazer).
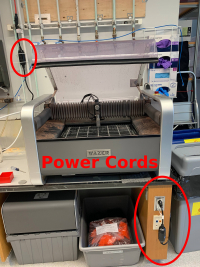
- Turn on Water and Power Supplies.
- Turn the sink handle on, you should see the filter water pressure jump up. Ensure that the pressure gauge is in the green, if it's not there isn't enough water flow and you CANNOT CUT.
- If there are any signs of leaks, turn off the water immediately and notify a wizard.
- Check that the drain hose is going into the sink.
- Turn on the wazer and pump by pressing the “reset” button on the power blocks (bottom right and top left relative to the wazer).
- Insert SD Card, Turn On, and Select Cut File. The power switch is located towards the front on the right underside of the wazer. Select your cut file. Go through the steps on the screen.
- Lift the Nozzle and Home. This will prevent the nozzle from crashing into anything when homing.
- Untighten the knob on the nozzle and raise the nozzle to the highest position and re-tighten the knob.
- Click “OK” to start the homing process. The nozzle will move to the top-left corner of your material's toolpath.
- Place material on bed. Fixture your material with fasteners.
- Use a minimum of 4 screws with washers and tighten them down only with a screwdriver
- For brittle materials, do not over-torque the fixture. Make sure your fixtures are not in the way of the toolpath.
- Line up the top left corner of the material with the center of the nozzle.
- Set Nozzle Height.
- Jog the nozzle over the material. This will not affect the starting position for the cut.
- Untighten the knob on the nozzle and retrieve the Nozzle Height Tool (stored on top of the nozzle - black plastic piece).
- Place the Nozzle Height Tool underneath the nozzle and gently lower the nozzle onto its flange.
- Tighten the knob and replace the Nozzle Height Tool to the top of the nozzle.
- Perform a Final Check.
- Click Check Cut Extents or Dry Run in order to check where the toolpath will run into without actually cutting anything.
- If everything is OK, click the play button and your part will begin to print.
- YOU MUST NOT LEAVE WHILE PART IS BEING CUT
- Once the print has been completed, open the lid, unscrew your material, and remove the part. Beware of sharp edges. Make sure all pieces of material are removed from bed.
- Turn off the printer
- Press test on both the power supplies.
- Close the sink lever and ensure that the pressure drops in the filter gauge (it won't go all the way down to to 0)
- Leave the wazer lid open.



Troubleshooting
- Abrasive Clog. If there are no cuts appearing after starting a job, it may be because the abrasive is clogged. Make sure there is abrasive coming out by removing the abrasive slip cover and then the dry abrasive hopper. Check to see if the plug hole has anything clogging it with a flashlight, and if there is, press the pinch valve button and clear it with compressed air. Press the pinch valve button again and if there is abrasive flowing through, the clog has been resolved. Refer to the dry hopper clearing procedures for more details
- Continuous High-Pitched Noise. The waterjet will produce a loud high-pitched noise when piercing at the beginning of each cut. If the noise does not decrease after the nozzle begins moving around, it is possible that the material was not fully pierced. Pause the operation and check, and restart if needed.
—–
waterjetsop.txt · Last modified: 2026/02/03 18:32 by colin