
trimsaw2sop
Table of Contents
Dimond TrimSaw 2 Training SOP
Last edited: Furst (10/30/20)
Instructor:
Date:
| Name | Group or Company | Signature | |
|---|---|---|---|
| 1 | |||
| 2 | |||
| 3 | |||
| 4 | |||
| 5 | |||
| 6 |
Overview:
- This training provides an introduction to using and operating the TrimSaw 2 diamond cutting saw including:
- Blade Types
- Metal cutting blades
- Glass cutting blades
- Fixtures
- Safety
- PPE for saw
- Hazards
- Saw use
- Saw Maintenance
- Coolant tank cleaning/refill
- Blade Replacement
- The Trimsaw 2 uses 4, 5 or 6 inch diamond blades to make fine cuts in metals, glass, ceramics and PCBs. Specific blades for each material are available and should be changed before cutting new material. A variety of fixtures and guides are available with custom fixtures available for specific jobs (contact Dave Bothman or a Workshop Wizard for custom tooling). Spinning up to 3000 RPM the bottom of the blade is submerged in coolant to lubricate and cool the blade while in the cut. A blade splash guard and plexiglass cover reduce the amount of lubricant thrown by the blade.
Safety



- Eye protection should be warn at all times while operating the saw
- All guards and shields should be in place before turning the saw on
- Hands should be kept free and out of the way of the blade at all times
- Nitral (NOT RUBBER OR CLOTH) gloves should be warn when cutting specific composites including carbon fiber and fiberglass
Job Setup
Switching Blades
- Remove the table to expose the reservoir and the saw blade arbor
- Insert the two pins into the saw arbor and blade retaining nut normal to the surface of the arbor
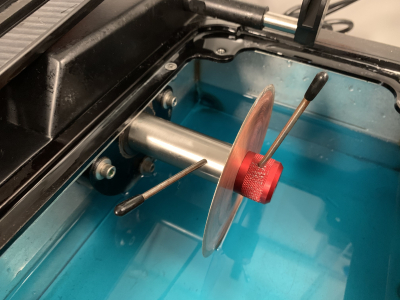
- Using the leverage on the pins, loosen the blade retaining nut to free the blade
- Carefully remove the blade from its arbor and replace with the blade matching the material you intend to cut (blades should be inspected for ware and cracks, damaged blades should be disposed of in the broken glass box)
- Lightly LUBRICATE the threads on the end of the blade arbor with silicone grease to prevent thread galling. Silicone grease is on the bottom shelf of the chemical storage rack between the two fume hoods.
- Tighten the blade retaining nut HAND TIGHT (no need to go crazy on this)
- Check to make sure that the blade is submerged in the coolant by about 0.25 inches. The required coolant level will depend on the blade diameter.
- Replace the table

Blade Selection
- CBN Bond blades are used for cutting ferrous metals. Metal bond blades <1,000 RPM, Resin bond blades >1000 RPM
- Diamond Metal Bond blades: high concentration blades for general use at high or low speeds, low concentration blades for ceramics, Silicon, glass. Cut at low speed ,1,000 RPM
- Plated blades (diamonds nickel-plated to the rim) are good for cutting plastics, PCBs and composites. Cut at low or high speeds
- UKAM Industrial Superhard Tools 15LCU diamond wafering blade, 23-4888ME - In stock
- UKAM Industrial Superhard Tools CBN wafering blade, 23-4898ME - In stock
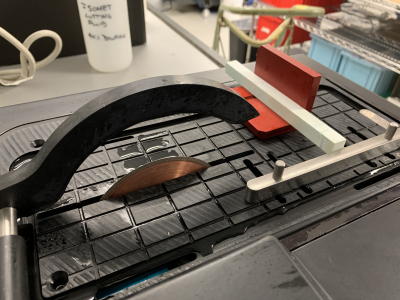
Part Fixturing
Several fixtures are available:
- Miter Guide
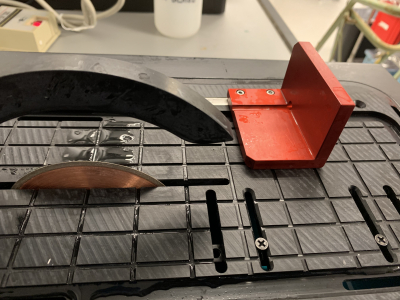
- Multipurpose fixture

- Custom fixturing
- Fence



Using the TrimSaw 2:
- Check the blade installed, coolant levels and part material
- Select an appropriate fixturing jig to insure part remains securely held and square to the saw blade
- Adjust the blade splash guard so that it just clears the fixture and workpiece but catches as much coolant as possible
- Replace the plexiglass cover
- Turn on the TrimSaw using the power switch by the power cord, then using the arrow buttons select the appropriate speed
- Slowly and gently feed the workpiece into the blade, allow the blade to cut without force feeding
- When cut is complete withdraw the fixture and workpiece from the cut (do NOT attempt to clear workpiece while saw is in motion).
- Using paper towels wipe the Trimsaw down and clear any dust particulates from cutting
Post Processing:
- TrimSaw can leave small burs on metal or composite components, sanding lightly with a high grit sandpaper can remove sharp edges
Maintenance
- Blade Cleaning
- Cutting blade can become loaded with material despite coolant
- Using the Miter guide, load the silicon carbide dressing stick onto the saw and feed slowly into the spinning blade about two to three mm.

- Lubing threads
- The aluminum blade retaining nut is prone to cold welding to the stainless steel blade arbor. This is known as “thread galling” and makes removing the nut difficult and can damage the arbor and the nut
- To prevent thread galling a small amount of silicone grease must be applied to the arbor prior to threading on the retaining nut.
- Emptying coolant
- When not in use for long periods, the coolant within the TrimSaw has a tendency to evaporate leaving behind a incredibly discussing green goop
- To prevent staff from having to clean this, if the TrimSaw is not in use for over a month it is advisable to drain the coolant tank
- Draining coolant can be done with the ball valve on the rear of the saw and should be emptied into a container for safe waste disposal.
- Rinse coolant tank twice with water after coolant has been emptied. Water can be disposed of directly into the sink
- Leave Trimsaw open to allow complete evaporation of any remaining water
- Filling coolant
- Fill the TrimSaw coolant tank with DI water to the max fill line (about a gallon)
- Add 120 mL of Coolmist coolant concentrate to DI water and mix

TrimSaw 2 Quick Review
Tool Lead:
Contact: andrewfurst@ucsb.edu
Safety Concern
- Eye protection should be warn at all times while operating the saw
- All guards and shields should be in place before turning the saw on
- Hands should be kept free and out of the way of the blade at all times
- Nitral (NOT RUBBER OR CLOTH) gloves should be warn when cutting specific composites
Safe Operation Procedures Review
- Check the blade installed, coolant levels and part material
- Select an appropriate fixturing jig to insure part remains securely held and square to the saw blade
- Adjust the blade splash guard so that it just clears the fixture and workpiece but catches as much coolant as possible
- Replace the plexiglass cover
- Turn on the TrimSaw using the power switch by the power cord, then using the arrow buttons select the appropriate speed
- Slowly and gently feed the workpiece into the blade, allow the blade to cut without force feeding
- When cut is complete withdraw the fixture and workpiece from the cut (do NOT attempt to clear workpiece while saw is in motion).
Post Processing
- Using paper towels wipe the Trimsaw down and clear any dust particulates from cutting
- TrimSaw can leave small burs on metal or composite components, sanding lightly with a high grit sandpaper can remove sharp edges
Switching Blades
- Insert the two pins into the saw arbor and blade retaining nut normal to the surface of the arbor
- Using the leverage on the pins, loosen the blade retaining nut to free the blade
- Carefully remove the blade from its arbor and replace with the blade matching the material you intend to cut
- Lightly LUBRICATE the threads on the end of the blade arbor with a grease to prevent thread galling.
- Tighten the blade retaining nut HAND TIGHT (no need to go crazy on this)
- Insure the coolant level is in contact with the bottom of the blade and filled to the fill line
trimsaw2sop.txt · Last modified: 2020/11/03 17:46 by furst