
Table of Contents
ShopBot Desktop Training SOP
Last edited: Furst (09/13/20)
Instructor:
Date:
| Name (First, Last) | Group or Company | Signature | |
|---|---|---|---|
| 1 | |||
| 2 | |||
| 3 | |||
| 4 | |||
| 5 | |||
| 6 |
Overview:
- This training provides an introduction to using and operating the ShopBot Desktop CNC router including:
- Software
- ShopBot 3
- Solidworks
- HSM Works
- File Types
- G-Code
- .EGC
- Choosing tools and related feeds/speeds
- Setting up a job
- Machine Limitations
- Machine Maintenance
Safety
- Safety Glasses must be worn when machine is running
- The acrylic doors must be in closed before starting a job
- The spindle must be completely stopped before adjusting or removing work piece or tool
- After milling is completed, the work piece will have developed sharp burrs which must be removed with a hand file or sandpaper
Software
CAD:
ShopBot makes a rudimentary design software called VCarve Pro which can be used to create basic designs; however, Solidworks offers a much more robust features set do create complex and easily modifiable 3D models. This SOP assumes a base knowledge of Solidworks and assumes the user has taken ME-12S or has comparable machining knowledge.
CAM:
Once the design is complete VCarve Pro can also be used to create the toolpaths, however this SOP will focus on HSM Works due to its integration with Solidworks, more complex feature set, and industry wide use. HSM Works is installed on any Innovations Workshop computer running Solidworks 2020 including the Ultimaker, Carbide 3D computer and Innovations laser cutter computer. Many toolpaths will likely be necessary to create the CAM needed to machine the part. To generate the toolpaths:
- Select the CAM window from within the Solidworks Command Window (note that CAM is an HSM Works plug in and is different from Solidworks CAM and Solidworks CAM TBM and will not appear unless HSM Works is installed on the computer)

- The Command Window will now show HSM Works functions
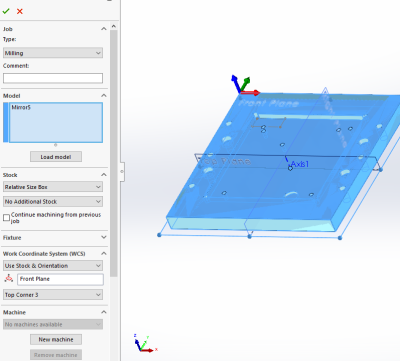
- Select “New Job” to specify desired part to machine, define size of raw stock, and indicate the part zero and work holding coordinate system.

- Typically the back left corner is used for part zero as shown
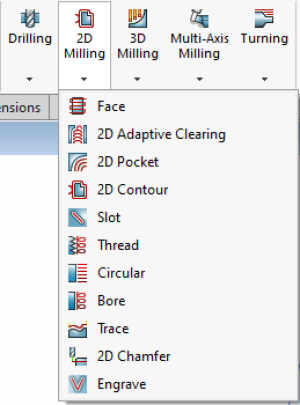
- Select the first desired machining operation from the 2D or 3D machining drop down
- The 2D machining drop down is used for many 2D operations including slotting, facing, pocketing, and chamfering
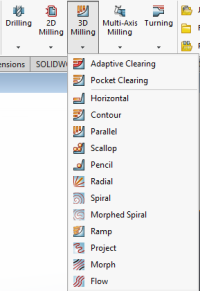
- The 3D operations can do 2D machining operations such as adaptive pocket clearing, however it is typically used for adaptive clearing or machining requiring all 3 axis simultaneously
- 2D and 3D operations require many of the same input perimeters including
- Tool and cutting rate
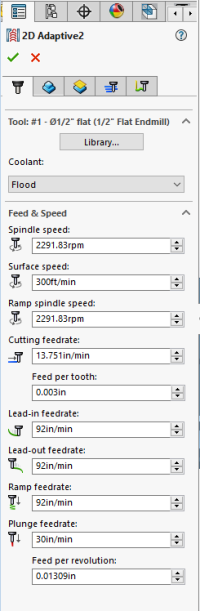
- Tools can be selected from the “all” category of the tool library based on desired tool and modified using the edit button if necessary to set number of flutes and sickout /geometry of tool and tool holder
- Selecting a tool automatically generates generic feeds and speeds for a much more ridged machining center. Feeds and speeds should be set based on the provided chart under references
- Desired machining geometry
- Simply select the desired face or feature to machine in the current operation.Toggling off Z propagation and tangent propagation can be used to select smaller or partial features.
- If this operation is finishing machining a feature based on the previous operation check “rest machining” and input the second tools diameter
- Cutting/retract heights
- Typically selecting machining geometry will set many of the heights automatically, however they can all be altered if necessary
- Machining passes
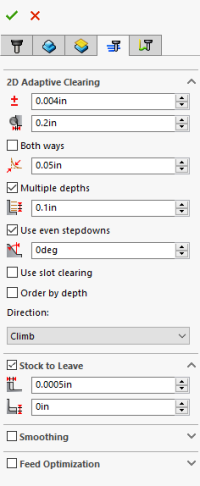
- Part of feeds and speeds, HSM Works will auto fill many of the boxes, however due to the limited power and rigidity of the machine, stepdowns should be reduced based on the reference material and “multiple passes” should be used to reduce cutter load
- “Material to leave” can be adjusted to create roughing passes if desired. Many operations such as adaptive clearing will automatically leave stock as it is assumed to be roughing operations.
- Linking
- Linking moves dictate how the cutter enters and exits the workpiece and can be altered to prevent the cutter from running into the stock while it attempts to start or finish a cut cleanly.
- Simulating
- Any toolpath generated can be previewed using the simulate function built into HSM Works. the Job or single operation can be selected before selecting “simulate” from the Solidworks command bar.
- Simulating code is a great way to see unwanted movements the tool may make or seeing if the tool is undercutting into important areas of the stock or crashing into the workpiece.
- Within simulation “stock” can be triggered on and off to see material removal in real time.
- Posting
- Post the code by selecting Post Process and selecting Carbide 3D (grbl) as the post configuration. The program name or number should be numbers only, and is typically notated 00001 (not necessary for carbide but good practice for larger machines) make sure to select the desired output folder as by default Solidworks buries the G-code








Setting up the ShopBot for a Job:
The ShopBot router uses slightly less puny ER20 collets to hold tools from .04“ to .511” but typically uses tools with a 1/8, 3/16,1/4 or 1/2 inch shank.
Changing tools:
- Turn the router off and using an acid brush remove metal shavings and any dust from the tool and collect
- Using the large open wrench on the spindle shaft flats and the spanner on the collet nut, loosen the collet and tool.
- Unscrewing the nut all the way allows the collet and tool to be removed from the spindle and changed out with a different tool of the same shank diameter or with a different sized collet.
- Separating the collet from the collet nut can be done by pushing on the back end of the collet so that it becomes angled within the retaining collet nut and then can be pulled out.
- Before reinstalling the new collet and tool, wipe down the tool shank as well as the collet and spindle tapper.
Homing and Zeroing the machine:
- With the tool installed, make sure the bed is empty and the doors are closed before turning on the machine. The switch on the front of the machine should turn it on, however there are two different interlocks, one on the back of the machine which controls master power, and one on the hand unit which need a key before the machine will move.
- Launch ShopBot 3 from the laser cutter computer
- Select the X,Y table button from the red position window to send the machine to its home position
- With the tool in the spindle, attach the grouping clamp to the tool shank or the spindle, and place the aluminum electrode on top of stock you wish to cut. Jog the tool to be above the electrode. Check that as the tool and electrode come in contact that output one lights up. Select the Z button from the same position window and the machine will automatically zero out the tool height then retract to 1/2“ above the surface.
- Next select the yellow keypad to move the spindle to find part zero broad movements can be made using the arrows, fine adjustment can be made by pressing the “Fixed” button and entering a jog distance per click.
- An edge finder can be used at the minimum RPM to find the part X and Y zero by jogging using the virtual keypad. Offset the axis by the radius of the edge finder, and switch the console to advanced mode. Under the zero drop down select X or Y zero to set part zero. The cutting tool can then be replaced in the spindle and re-zeroed using the automatic tool length touch off.
- An alternative but fastest way to establish part zero is by using a piece of paper or shim and slowly jogging the axis towards the part until slight resistance is felt on the paper or shim used. The part zero can then be set after offsetting X and Y by the radius of the tool plus shim thickness, and the Z axis by shim thickness.
Starting Job:
- Load the desired G-code using the File drop down and selecting “load new file”
- Make sure drawing zero matches machine part zero
- If cutting aluminum or cooling is desired, insert the blue hose from the air regulator in fume hood #3 into the clear tubing zip-tied to the spindle. Turn on fume hood air valve (regulator should be at 40 psi).
- Start Job
Machine Limitations
- Each tool change should be accompanied by a new job within HSM Works
- Tool shank diameter is limited to 13 mm
- Max stepdown is limited to .05” in metal and .1“ in wood
- Work area is limited to 24” x 18“ x 3.5” x,y,z
Choosing tools
Many tools are optimized for different materials, and although a 2 flute endmill can do most operations, it is not always ideal. Single and duel high helix endmills are available for plastics, woods, and composites, with carbide endmills and burs available for abrasive materials like glass fiber reinforced materials such as circuit boards. Feeds and speeds can be found HERE
File Types
G-Code files will be posted with the file extension .nc. G-code files can be opened directly into a text editor if necessary to preview or edit the desired code or opened within HSM-Works to send to a machine.
Test Part
Training will focus the machine set up and use, not directly on the CAM and its accompanying software HSM Works. Before training, please take a look at and try your hand at creating the CAM for this | test part. The software you write will be used to demonstrate you competence on the machine. Feel free to reach out at any time to the Workshop Wizard running the training course if you are having trouble creating the part G-code. Use the .step file to create the CAM, reference CAM is stored in the .SLDPRT file under the HSM workspace.
Shopbot Desktop Quick Review
Tool Lead: Andrew Furst
Contact: Andrewfurst@ucsb.edu
Safety Concerns
- Safety Glasses must be worn when machine is running
- The acrylic doors must be closed before starting a job
- The spindle must be completely stopped before adjusting or removing work piece
- After milling is completed, the work piece will have developed sharp burrs which must be removed with a hand file or sandpaper
Safe Operating Procedures Review
- Design part using Solidworks or other CAD platform
- Using HSM Works generate tool paths
- Each different tool needs to be a separate job as only one tool can be loaded into the Shopbot at a time
- Use 2D and 3D clearing and pocketing to remove the bulk of the material while using “stock to leave” to allow for a finishing pass
- Simulate the toolpaths to verify that the tool will not crash and is cutting in the desired location
- Using the open ended wrench on the spindle flats and the spanner on the collet nut to change out the tool or collet itself if switching shank diameter
- Home the machine and zero the tool using Shopbot 3, set part zero using the yellow keypad and slowly jogging the tool or edge finder to the part. DO NOT FORGET TO ADD OFFSET OF TOOL RADIUS AND SHIM THCINESS
- Upload the G-Code into Shopbot 3 under File→ Load
- Start program
Post Processing
- Use a file to debur the part
Maintenance
- Tools should be wiped clear of chips or coolant using an acid brush
- The router should be vacuumed out after every operation and at the completion of each job
- Once a month the router should be moved and chips cleared from underneath machine body
- Twice a year the router should be partially disassembled, cleaned, and re-oiled
- Tool should undergo initial set up every time it is moved or lifted